
想要知道冷弯机小导管尖头机厂家直销供货稳定产品如何?看视频就知道!看视频,选产品更明智!
以下是:冷弯机小导管尖头机厂家直销供货稳定的图文介绍


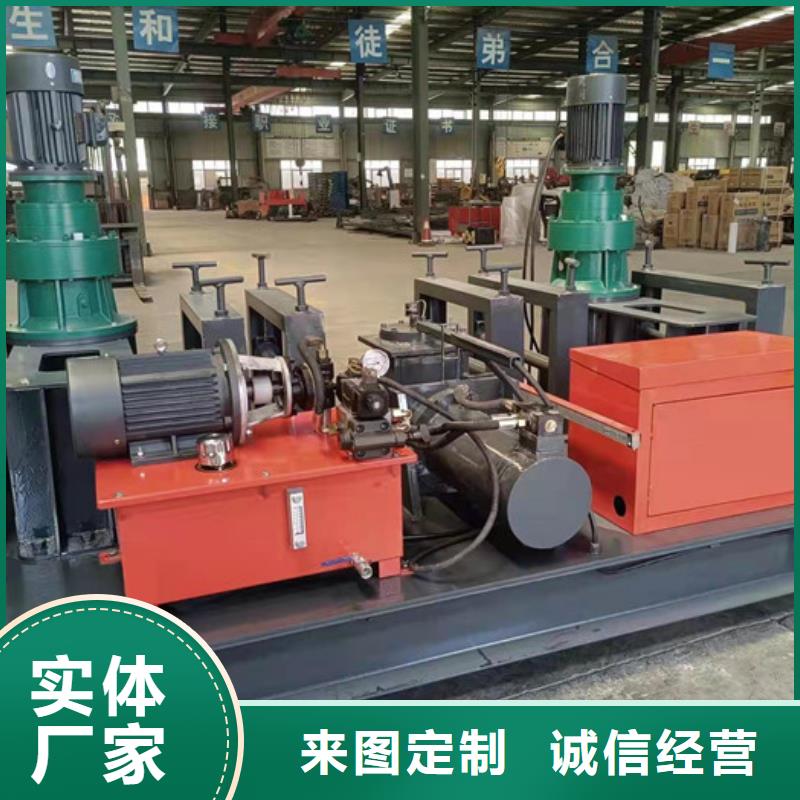
冷弯机技术领域,且公开了一种数控定位的型钢冷弯机,包括底板,所述底板的正面安装有安装板,所述安装板的正面安装有油缸,所述油缸的输出轴安装有顶轮.该数控定位的型钢冷弯机,通过设置固定框,将样胚放到两个固定板之间,调节下侧固定板的高度,放入垫块,使其与托辊处于同一水平线,然后转动握把,把样胚夹紧,打开配电箱的开关,启动控制器,由于控制器内部安装有数控系统,当使顶轮转动,通过控制自动伸缩杆和油缸的输出轴,使顶轮与样胚接触,而位移感测器和高度检测器将安装板和顶轮运动的距离转变成电信号,反馈到控制器内,再转变成数据坐标,这样就确定了加工时的位置,通过这种方法能够定位.



冷弯机是一种用来弯制船舶肋骨的全自动化的加工设备.成形测量控制系统是冷弯机的重要组成部分,其可以实现对待加工肋骨材料位置信息的实时检测.检测装置的功能是对冷弯成形加工中的肋骨成形形状进行检测,实时地将检测到的数据反馈给控制系统.数控肋骨冷弯机作为加工设备,其加工机构也存在一定的误差,包括系统误差和随机误差.本文分别对这两者进行说明,重点介绍数控肋骨冷弯机成形测量控制系统的随机误差. 本文以数控肋骨冷弯机的成形测量控制系统为研究对象,运用理论分析与数值计算相结合的研究方法,对数控肋骨冷弯机的成形测量控制系统进行随机误差的分析. 首先简要分析了该机构的系统误差,重点分析其主要的随机误差源,



宿州建贸数控钢筋笼滚焊机厂家有限公司位于石像镇老官赵村3组。地理位置优越,环境优美,交通便利。本公司依靠专业技术、精良的装备、素质高的员工,以"诚信、友爱、、创新"的企业精神,追求产品品质,竭尽全力为用户提供满意服务。通过不断进取、创新、开拓以性能的产品,合理的价位,真诚的服务使我公司生产的产品成为用户的品牌!公司主营产品【钢筋笼滚焊机】,公司科技开发力量雄厚,生产设备精良,工艺流程专业,质检监督机构齐全。 公司以“顾客至上,开拓进取”为企业精神,以“互惠互利,共创双赢”为经营理念。坚持以诚信为本,顾客至上为服务宗旨, 真诚与您合作,竭诚为您服务。



由钻孔直到出碴完毕称为一个开挖循环。根据中国的经验,在单线全断面开挖中24小时能作两个循环,每个循环能进3.5米深度,每日单口进度可达7米。然而在开挖中难免遇到断层或松软石质以及涌水等,不易保持每日的预计循环,所以每月单口实际进度多低于200米。中国成昆线蜜蜂箐单线隧道单口月进度曾达到 200米。日本大清水双线隧道单口月进度曾达到 160米。开挖循环作业的特点是一个工序接一个工序必须逐项按时完成,否则前一工序推迟就会影响下一工序,因而拖长全部时间。其中主要的工序为钻孔及出碴,所用时间占全部作业时间比例较大。钻爆法开挖采用的方法有全断面开挖法和分部开挖法。①全断面开挖法:一次开挖成型的方法。工字钢冷弯机



冷弯成型工艺是一种具有突出先进适用性的板金属成型工艺,并具有节能,节材,的特点.成型辊是冷弯成型机组中的重要的部件,由于冷弯型钢机组的成型道次较多,轧辊用量很大,多品种的轧辊则需要更多的辊片.为了满足冷弯型钢生产不断提出的要求,轧辊的材质也在不断地变化和改进,这就对轧辊的制造也有更高的要求.采用CAD/CAM技术用于轧辊的设计及制造,极大地推动了冷弯成型技术的发展. 本文针对冷弯型钢轧辊,利用Pro/E中的Pro/TOOLKIT工具包,进行基于二次开发技术的CAD/CAM研究.在VC开发环境下使用动态链接库(DLL)模式,利用MFC DLL类型,在已有的冷弯型钢轧辊CAD基础上,开发出冷弯型钢轧辊的CAD/CAM集成系统.其中,采用特征建模技术,将轧辊特征分类后进行参数化设计并存储;利用特征拼合的方法建立了轧辊的三维实体模型;分析了轧辊的工艺方案,确定了轧辊的加工工艺以及轧辊加工的数控代码. 该系统主要由冷弯型钢轧辊特征模型建立,轧辊的计算机辅助工艺设计和轧辊的计算机辅助制造三部分组成工字钢冷弯机
